
Teilehandling, Spritzgießen und Prüfen in nur 4,5 Sekunden
Um über zehn Prozent hat Martin Mechanic die Leistung einer Automationszelle für das Teilehandling zum Umspritzen von Stahlbuchsen und zur nahtlosen Überprüfung dieses Arbeitsvorgangs gesteigert. Außerdem können auf der Anlage, die parallel zwei Spritzgießmaschinen bedient, bei einer Zykluszeit von 4,5 Sekunden nun acht statt bislang sechs Varianten ohne Zurüsten produziert werden.
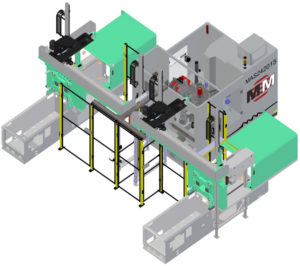
Eigentlich wollte der Kunde aus der Kunststoffbranche nur eine weitere Arbeitszelle gleichen Typs bestellen, als er bei dem Sondermaschinenbauer in Nagold vorstellig wurde. Dabei entdeckte man gemeinsam allerdings noch mehr Potenzial für das Folgemodell. Die MAS242015-11 sorgt nicht nur für das Teilehandlung zur Ummantelung der Stahlbuchsen mit glasfaserverstärktem Kunststoff in zwei Spritzgießmaschinen, sondern prüft im Nachgang auch gleich das Ergebnis dieser Arbeit.
Dazu legt der Werker die Rohteile an zwei unterschiedlichen Beladeplätzen in Magazinen ab. An jedem Beladeplatz gibt es zwei Schubladen, die im Wechsel mit jeweils 40 Rohteilen bestückt werden. Dabei werden vier Stapel mit je zehn Teilen gebildet. Auf diese Weise sind immer 160 Teile im Umlauf.
Die vollen Schubladen werden pro Spritzgießmaschine jeweils von einem Scara-Roboter vom Typ Omron/Yamaha XG600 laufend entleert, in dem er zwei Rohteile mit seinem bis zu 400 Millimeter ausfahrenden Z-Hub in einen Pendeltisch einlegt. Dieser dreht sich danach um 180 Grad, um die Teile einem Multilift von Arburg zur Verfügung zu stellen.
Von diesem Drei-Achs-Handling, das über einen schwenkbaren Greifer verfügt, werden die beiden Teile aufgenommen und in eine Vorwärmstation mit 16 Abladeplätzen gesteckt, die an den Heizkreislauf der Spritzgießmaschine angeschlossen ist.
Das Multilift-System holt immer zwei auf 65 Grad vorgewärmte Rohteile wieder ab, um sie dann auf der anderen Werkzeugseite gegen die fertig ummantelten Teile aus der Spritzgießmaschine zu tauschen. Dazu werden sie jeweils in die frei gewordenen Kavitäten des Spritzgießwerkzeugs eingelegt. Die fertig ummantelten Teile legt der Multilift wieder auf dem Pendeltisch ab.
Der ist nicht nur die Schnittstelle zur jeweiligen Spritzgießmaschine, sondern auch zum Rundschalttisch, den der Scara-Roboter bedient. Auf ihm durchlaufen die fertig ummantelten Teile acht Stationen.
Die neu konzipierte Arbeitszelle wurde in fünf Monaten realisiert. Als Schaltstelle wurde eine SPS-Steuerung S71515F von Siemens verbaut.
Links:
Anzeigen








